




Gewindebearbeitungselemente
- Gewinderollformungsprozess
(1) Formprinzip des Rollgewindes
Das Gewinderollen ist ein Prozess der plastischen Verformung, bei dem die Oberseite des Gewinderollrads oder der Gewinderollplatte bei Raumtemperatur in das Blindmaterial der Teile gedrückt wird, so dass alle Materialien am unteren Ende des Gewindes bis zur Oberseite des Gewindezahns zusammengedrückt werden Bilden Sie den Faden auf dem Teil.
Das Rollgewinde wird nach dem Prinzip des unveränderlichen Volumens verarbeitet, sodass die Genauigkeit des Gewindes von der Größe des Schraubenrohlings abhängt.
(2) Verarbeitungsverfahren
Gewindeschneiden Gerolltes Gewinde
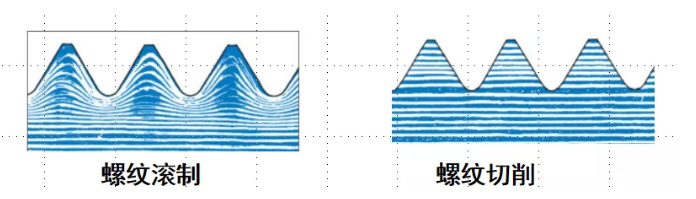
(3) Merkmale:
• Der durch Walzen gebildete Faden splittert nicht und schneidet die ursprüngliche Metallfaser nicht ab.
• Hohe Gewindepräzision;
• Die Härte und Oberflächenrauheit des Gewindebodens wird durch kaltes Extrusionshärten verbessert.
• Gleichzeitig gibt es eine Restdruckspannung, so dass die Scherfestigkeit und die Zugermüdungsfestigkeit im Vergleich zum Schneidgewinde um 30% - 100% erhöht werden. Nach der Wärmebehandlung verschwinden jedoch die Härtungs- und Druckeigenspannungen der Kaltumformung;
• Geeignet für die Massenproduktion;
• Das Gewinderollen kann in Walzen vor der Wärmebehandlung und Wärmebehandlung vor dem Walzen unterteilt werden.
(Es sollte beachtet werden, dass, wenn die Härte des Materials höher als hrc36 ist, das Rohmaterial geglüht werden sollte (42CrMo). Einige Industrien erfordern eine Wärmebehandlung vor dem Gewinderollen.)
- Fadenreibvorgang
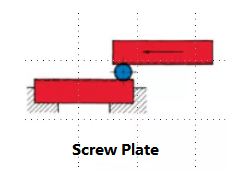
(1) Rollen der Gewinderollplatte
Das Gewinderollen dient zum Befestigen einer Schraubenplatte, und eine andere bewegliche Schraubenplatte bewegt sich hin und her, um das Produkt in Bewegung zu versetzen. Der Schraubenrohling wird durch Extrusion plastisch verformt, um das erforderliche Gewinde zu bilden.
• Geeignet für M1 ~ M30
• Die Präzision ist geringer als die des Gewinderollrads und der Wirkungsgrad ist hoch.
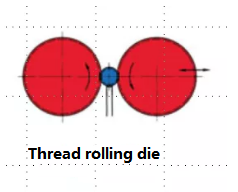
(2) Rollen mit Drahtrolle
Beim Gewinderollen werden zwei entsprechende Schneckenwalzen mit relativer positiver Drehung verwendet, wobei eine Extrusion verwendet wird, um eine plastische Verformung des Produkts zur Bildung des erforderlichen Gewindes zu erzeugen.
• Geeignet für große und lange Gewinde, geeignet für Vollgewinde der Stange.
• Die Genauigkeit ist höher.
• Die Produktionseffizienz ist relativ gering.
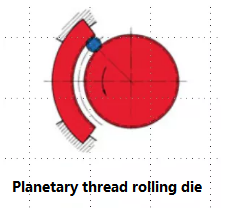
(3) Planetengewindewalzwerkzeug
Die Lichtbogengewindeplatte bewegt sich nicht, die Schraubenrolle dreht sich mit hoher Geschwindigkeit und extrudiert den Schraubenrohling
• Geeignet für kleine Abmessungen (Maschinenschraubentyp)
• Hohe Produktionseffizienz
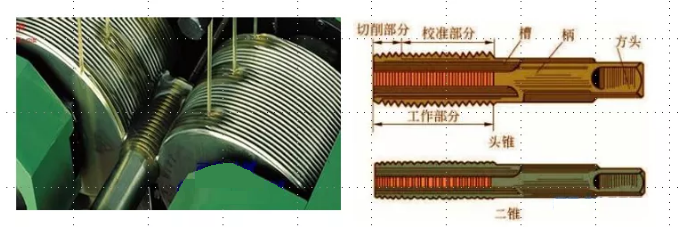
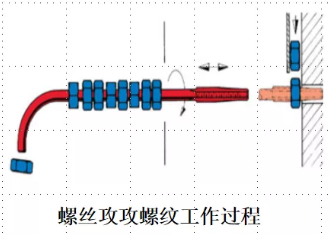
- Schneidmethode des Innengewindebohrers
• Bei der Innengewindeverarbeitung wird mit dem Gewindebohrer in die Mutter geklopft, um das Gewinde zu schneiden. Während des Gewindeschneidens ist eine ordnungsgemäße Schmierung erforderlich, um die Schnittbedingungen zu verbessern.
• Die Genauigkeit des Innengewindes der Mutter hängt von der Genauigkeit des Gewindeschneidens, dem Material, der Geschwindigkeit und der Schmierung ab.
• Das vergrößerte Gewinde der Feuerverzinkung bezieht sich auf die Vergrößerung des Teilungsdurchmessers des Gewindebohrers.
Post-Zeit: 04.12.2020