




ძაფის დამუშავების ელემენტები
- ძაფის მოძრაობის ფორმირების პროცესი
(1) მოძრავი ძაფის ფორმირების პრინციპი
ძაფის გადახვევა არის პლასტმასის დეფორმაციის პროცესი, რომელიც გულისხმობს ძაფის მოძრავი ბორბლის ან ძაფის მოძრავი ფირფიტის ზედა ნაწილში ოთახის ტემპერატურაზე ნაწილების ცარიელ მასალას ისე, რომ ძაფის ძირში არსებული ყველა მასალა გაჟღენთილი იყოს ძაფის კბილის ზემოდან ძაფის ფორმირება ნაწილზე.
მოძრავი ძაფი მუშავდება უცვლელი მოცულობის პრინციპის შესაბამისად, ამიტომ ძაფის სიზუსტე უკავშირდება ხრახნის ცარიელის ზომას.
(2) დამუშავების მეთოდი
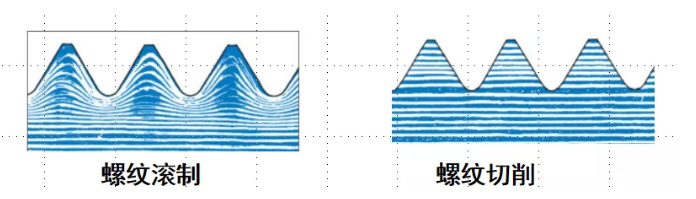
ძაფის ჭრა ნაგლინი ძაფი
(3) მახასიათებლები:
• მოძრავი გზით წარმოქმნილი ძაფი არ ჭრის და არ წყვეტს ორიგინალი ლითონის ბოჭკოს;
• ძაფის მაღალი სიზუსტე;
• ხრახნიანი ფსკერის სიხისტე და ზედაპირის სიმტკიცე უმჯობესდება ცივი ექსტრუზიის გამაგრებით;
• ამავდროულად, ხდება კომპრესიის ნარჩენი სტრესი, ამიტომ წანაცვლების ძაბვისა და წევის დაღლილობის სიძლიერე იზრდება 30% - 100% -ით საჭრელ ძაფთან შედარებით. ამასთან, სითბოს დამუშავების შემდეგ, ცივი მუშაობის გამკვრივება და შეკუმშვა ნარჩენი სტრესი გაქრება;
• შესაფერისია მასობრივი წარმოებისთვის;
• ძაფის დაგორება შეიძლება დაიყოს მოძრავად, სითბოს დამუშავებამდე და სითბოს დამუშავებამდე, სანამ მოძრავი იქნება;
(უნდა აღინიშნოს, რომ როდესაც მასალის სიმტკიცე აღემატება hrc36– ს, ნედლეული უნდა მოხდეს ანელირება (42CrMo). ზოგიერთი ინდუსტრია საჭიროებს სითბოს დამუშავებას ძაფის გადახვევამდე.)
- ძაფის ხახუნის პროცესი
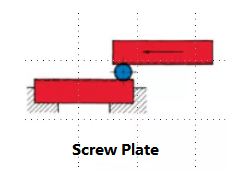
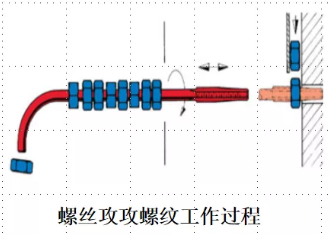
(1) ძაფის მოძრავი ფირფიტის მოძრაობა
ძაფის გადახვევა არის ერთი ხრახნიანი ფირფიტის დაფიქსირება, ხოლო მეორე მოძრავი ხრახნიანი ფირფიტა გადაადგილდება წინ და უკან პროდუქტის გადასაადგილებლად. ხრახნიანი ცარიელი პლასტიკურად დეფორმირდება ექსტრუზიის გზით და ქმნის საჭირო ძაფს.
• შესაფერისია M1 ~ M30– ისთვის
• სიზუსტე უფრო დაბალია, ვიდრე ძაფის მოძრავი ბორბლის და ეფექტურობა მაღალია.
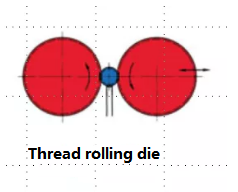
(2) მოძრავი მავთულის როლიკებით
ძაფის გადახვევა არის ორი შესაბამისი ხრახნიანი როლიკერის გამოყენება, შედარებითი პოზიტიური ბრუნვა, ექსტრუზიის გამოყენებით პროდუქტის პლასტიკური დეფორმაციის წარმოსაქმნელად საჭირო ძაფის შესაქმნელად.
• შესაფერისი დიდი ზომის და გრძელი ძაფისთვის, შესაფერისია ჯოხის სრული ძაფისთვის.
• სიზუსტე უფრო მაღალია.
• წარმოების ეფექტურობა შედარებით დაბალია.
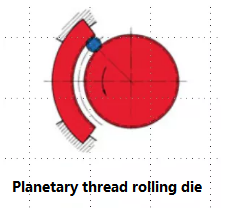
(3) პლანეტარული ძაფის მოძრავი კვდება
რკალის ძაფის ფირფიტა არ მოძრაობს, ხრახნიანი როლიკერი ბრუნავს მაღალი სიჩქარით, ექსტრუზიის ხრახნიანი ცარიელი
• შესაფერისია მცირე ზომისთვის (მანქანა ხრახნიანი ტიპის)
• მაღალი წარმოების ეფექტურობა
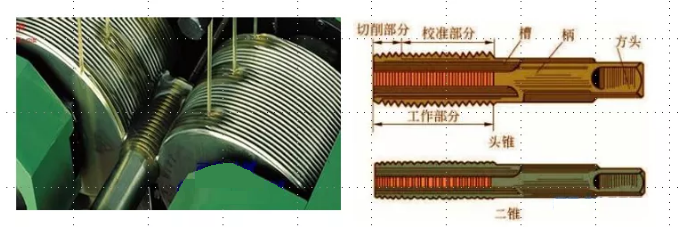
- შიდა ძაფის ონკანის ჭრის მეთოდი
• ძაფის შიდა დამუშავება იყენებს ონკანს თხილის დასაჭერად ძაფის მოსაჭრელად. ჩამოსხმის დროს საჭიროა სათანადო შეზეთვა ჭრის პირობების გასაუმჯობესებლად.
• თხილის შიდა ძაფის სიზუსტე დამოკიდებულია ხრახნიანი დაჭერის სიზუსტეზე, მასალაზე, სიჩქარეზე და შეზეთვაზე.
• ცხელი გალვანიზაციის გადიდებული ძაფი გულისხმობს ხრახნიანი ონკანის სიმაღლის დიამეტრის გაზრდას.
საფოსტო დრო: Dec-04-2020