




Elemente de prelucrare a firului
- Procesul de formare a laminării firului
(1) Principiul de formare a firului de rulare
Rularea firului este un proces de deformare plastică, care este de a strânge partea superioară a roții de rulare a firului sau placa de rulare a firului în materialul gol al pieselor la temperatura camerei, astfel încât toate materialele din partea inferioară a firului să fie strânse până la vârful dintelui firului pentru formează firul piesei.
Firul de rulare este prelucrat conform principiului volumului invariabil, astfel încât acuratețea firului este legată de dimensiunea șurubului.
(2) Metoda de procesare
Tăierea firului Fir laminat
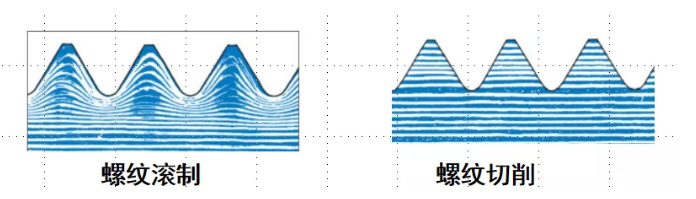
(3) Caracteristici:
• Firul format prin laminare nu ciobeste și taie fibra metalică originală;
• Precizie ridicată a firului;
• Duritatea și rugozitatea suprafeței fundului filetat sunt îmbunătățite prin întărirea prin extrudare la rece;
• În același timp, există o tensiune reziduală de compresie, astfel încât rezistența la forfecare și rezistența la tracțiune sunt crescute cu 30% - 100% în comparație cu firul de tăiere. Cu toate acestea, după tratamentul termic, stresul rezidual de întărire și compresie al lucrului la rece va dispărea;
• Potrivit pentru producția în serie;
• Laminarea firelor poate fi împărțită în laminare înainte de tratamentul termic și tratamentul termic înainte de laminare;
(trebuie remarcat faptul că, atunci când duritatea materialului este mai mare decât hrc36, materia primă trebuie recurită (42CrMo). Unele industrii necesită tratament termic înainte de laminarea firului.)
- Procesul de frecare a firului
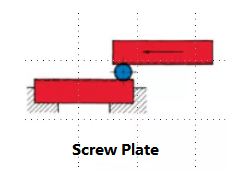
(1) Laminarea plăcii de rulare a firului
Rularea firului este de a fixa o placă de șurub, iar o altă placă de șurub mobil se deplasează înainte și înapoi pentru a conduce produsul să se miște. Semifabricatul cu șurub este deformat plastic prin extrudare pentru a forma filetul necesar.
• Potrivit pentru M1 ~ M30
• Precizia este mai mică decât cea a roții de rulare a firului și eficiența este mare.
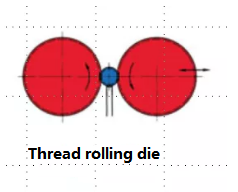
(2) Rulare cu role de sârmă
Rularea firului este de a utiliza două role cu șurub corespunzătoare, rotație relativ pozitivă, folosind extrudarea pentru a produce deformarea plastică a produsului pentru a forma filetul necesar.
• Potrivit pentru filete de dimensiuni mari și lungi, potrivit pentru filet complet al tijei.
• Precizia este mai mare.
• Eficiența producției este relativ scăzută.
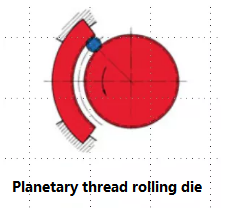
(3) Matriță de rulare a firului planetar
Placa filetului de arc nu se mișcă, rola cu șurub se rotește la viteză mare, extrudând șurubul gol
• Potrivit pentru dimensiuni mici (tip șurub cu mașină)
• Eficiență ridicată a producției
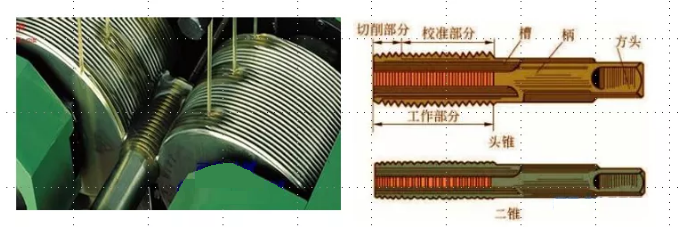
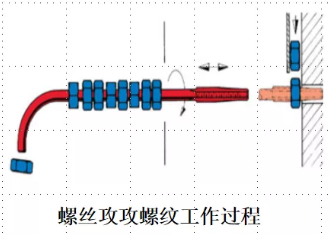
- Metoda de tăiere a filetului interior
• Procesarea filetului intern utilizează robinetul pentru a atinge piulița pentru a tăia firul. Pentru îmbunătățirea condițiilor de tăiere este necesară o lubrifiere adecvată în timpul filetării.
• Precizia filetului intern al piuliței depinde de precizia filetării șurubului, materialului, vitezei și lubrifierii.
• Filetul mărit al zincării la cald se referă la creșterea diametrului pasului robinetului cu șurub.
Ora postării: 04 decembrie 2020