




Keermetöötluselemendid
- Keerme valtsimise vormimise protsess
(1) Valtskeere vormimispõhimõte
Keerme valtsimine on plastilise deformatsiooni protsess, mille käigus pigistatakse niidi valtsimisratta või keerme valtsimisplaadi ülaosa toatemperatuuril olevate detailide toorainesse nii, et kõik niidi põhjas olevad materjalid pigistataks niidi hamba ülaossa moodusta osa niit.
Rullniiti töödeldakse muutumatu mahu põhimõtte järgi, seega on keerme täpsus seotud kruvitooriku suurusega.
(2) Töötlemismeetod
Keerme lõikamine Valtsitud niit
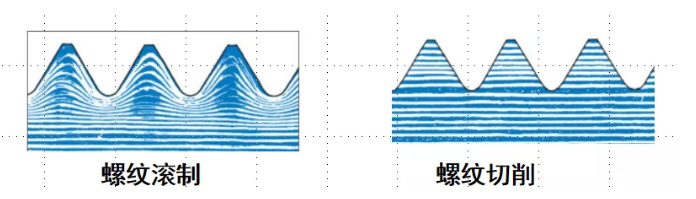
(3) omadused:
• Valtsimisel tekkinud niit ei hakka ja lõikab ära algse metallkiudu;
• Kõrge keermetäpsus;
• keermestatud põhja karedust ja pinna karedust parandab külmpressimisega karastamine;
• Samal ajal tekib kokkusurumise jääkpinge, mistõttu lõiketugevust ja tõmbeväsimustugevust suurendatakse lõikekeermega võrreldes 30–100%. Kuid pärast kuumtöötlemist kaob külmtöötlemise kõvenemine ja kokkusurumise jääkress;
• sobib masstootmiseks;
• Keerme valtsimise võib jagada rullimiseks enne kuumtöötlust ja kuumtöötlemiseks enne valtsimist;
(tuleb märkida, et kui materjali kõvadus on kõrgem kui hrc36, tuleks tooraine lõõmutada (42CrMo). Mõni tööstus vajab enne niidi valtsimist kuumtöötlust.)
- Keerme hõõrumisprotsess
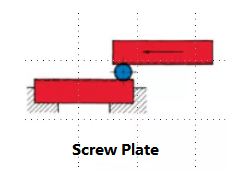
(1) Keermeveerimisplaadi rullimine
Keerme valtsimine on ühe kruviplaadi kinnitamine ja teine liikuv kruviplaat liigub toote liikumiseks edasi-tagasi. Kruvitoorik deformeeritakse ekstrusiooni teel plastiliselt, moodustades vajaliku keerme.
• sobib mudelitele M1 ~ M30
• Täpsus on madalam kui keermerullil ja efektiivsus on kõrge.
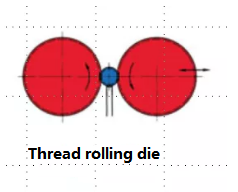
(2) Valtsimine traadirulliga
Keerme valtsimine on kahe vastava kruvirulli suhtelise positiivse pöörlemisega kasutamine, kasutades ekstrusiooni toote plastilise deformatsiooni saamiseks vajaliku keerme moodustamiseks.
• sobib suurte ja pikkade niitide jaoks, sobib varda täielikuks keermeks.
• Täpsus on suurem.
• Tootmise efektiivsus on suhteliselt madal.
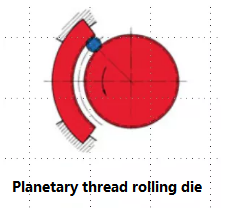
(3) Planeedikeermega veeretav stants
Kaarkeermeplaat ei liigu, kruvirull pöörleb suure kiirusega, pressides kruvitooriku välja
• sobib väikestele mõõtmetele (masinakruvi tüüp)
• Kõrge tootmise efektiivsus
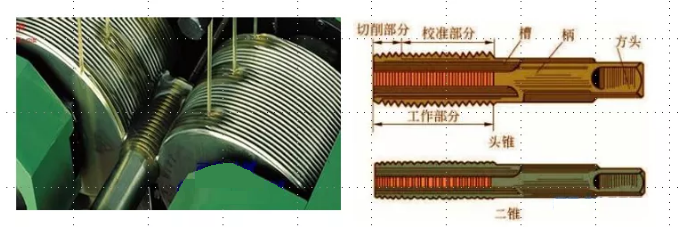
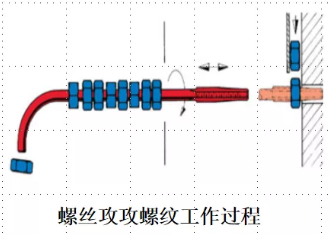
- Sisekeerme kraani lõikamismeetod
• Sisemise niidi töötlemisel kasutatakse kraani, et lõnga lõikamiseks mutrisse koputada. Lõikamistingimuste parandamiseks on koputamise ajal vaja õiget määrimist.
• Mutri sisekeerme täpsus sõltub kruvi koputamise täpsusest, materjalist, kiirusest ja määrimisest.
• Suurendatud kuumtsingimise niit viitab kruvi kraani läbimõõdu suurenemisele.
Postituse aeg: dets-04-2020