




Elementos de mecanizado de roscas
- Proceso de laminado de roscas
(1) Principio de formación del hilo de laminación.
El laminado de hilo es un proceso de deformación plástica, que consiste en apretar la parte superior de la rueda de laminación de hilo o la placa de laminación de hilo en el material en blanco de las piezas a temperatura ambiente para que todos los materiales en la parte inferior del hilo se aprieten hasta la parte superior del diente de hilo para Forme el hilo en la pieza.
El hilo de laminación se procesa de acuerdo con el principio de volumen invariable, por lo que la precisión de la rosca está relacionada con el tamaño del tornillo en blanco.
(2) Método de procesamiento
Corte de hilo Hilo enrollado
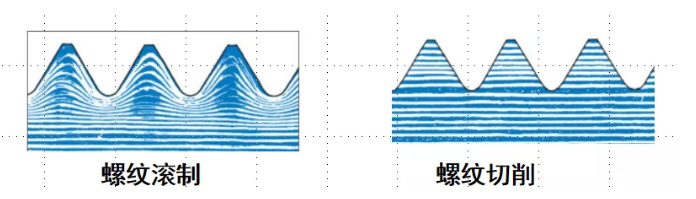
(3) Características:
• El hilo formado por laminación no se astilla y corta la fibra metálica original;
• Alta precisión de hilo;
• La dureza y rugosidad de la superficie del fondo roscado se mejora mediante el endurecimiento por extrusión en frío;
• Al mismo tiempo, existe una tensión residual de compresión, por lo que la resistencia al corte y la resistencia a la fatiga por tracción aumentan entre un 30% y un 100% en comparación con la rosca de corte. Sin embargo, después del tratamiento térmico, la tensión residual de endurecimiento y compresión del trabajo en frío desaparecerá;
• Apto para producción en masa;
• El laminado de hilos se puede dividir en laminado antes del tratamiento térmico y tratamiento térmico antes del laminado;
(Cabe señalar que cuando la dureza del material es superior a hrc36, la materia prima debe recocerse (42CrMo). Algunas industrias requieren un tratamiento térmico antes del laminado de roscas).
- Proceso de frotamiento de hilos
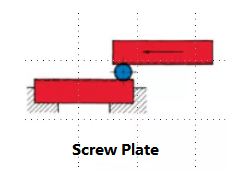
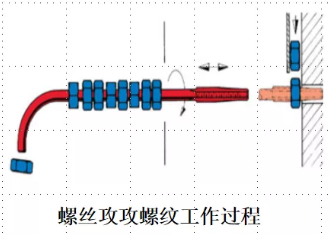
(1) Laminado de la placa de laminación de hilo
El enrollado de roscas sirve para fijar una placa de tornillo, y otra placa de tornillo móvil se mueve hacia adelante y hacia atrás para impulsar el movimiento del producto. La pieza en bruto del tornillo se deforma plásticamente por extrusión para formar la rosca requerida.
• Adecuado para M1 ~ M30
• La precisión es menor que la de la rueda de laminación de roscas y la eficiencia es alta.
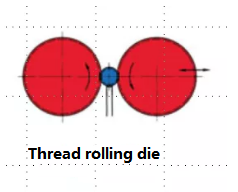
(2) Rodamiento con rodillo de alambre
El laminado de roscas consiste en utilizar dos rodillos de tornillo correspondientes, rotación positiva relativa, utilizando extrusión para producir la deformación plástica del producto para formar la rosca requerida.
• Adecuado para roscas largas y de gran tamaño, adecuado para roscas completas de varilla.
• La precisión es mayor.
• La eficiencia de producción es relativamente baja.
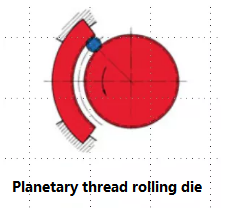
(3) Troquel de laminación de rosca planetaria
La placa de rosca de arco no se mueve, el rodillo de tornillo gira a alta velocidad, extrudiendo el tornillo en blanco
• Adecuado para tamaño pequeño (tipo tornillo de máquina)
• Alta eficiencia de producción
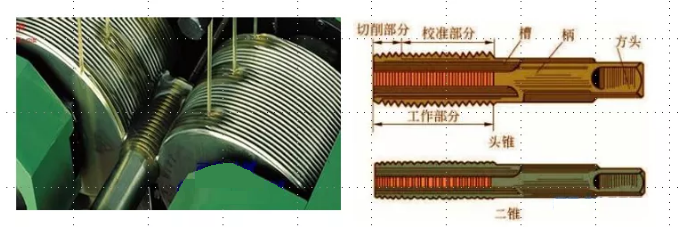
- Método de corte del macho de roscar interno
• El procesamiento de la rosca interna utiliza el grifo para golpear la tuerca y cortar la rosca. Se requiere una lubricación adecuada durante el roscado para mejorar las condiciones de corte.
• La precisión de la rosca interna de la tuerca depende de la precisión del roscado, el material, la velocidad y la lubricación.
• La rosca ampliada de galvanizado en caliente se refiere al aumento del diámetro de paso del macho de roscar.
Hora de publicación: Dec-04-2020