




Vītnes apstrādes elementi
- Vītnes velmēšanas veidošanas process
(1) Ritošā vītnes veidošanas princips
Vītnes velmēšana ir plastiskas deformācijas process, kura laikā vītnes ripojošā riteņa augšdaļa vai vītnes velmēšanas plāksne istabas temperatūrā tiek iespiesta detaļu tukšajā materiālā tā, lai visi vītnes apakšā esošie materiāli tiktu saspiesti līdz vītnes zoba augšdaļai. veido daļu no vītnes.
Ritošā vītne tiek apstrādāta pēc nemainīga tilpuma principa, tāpēc vītnes precizitāte ir saistīta ar skrūvju sagataves izmēru.
(2) Pārstrādes metode
Vītnes griešana Velmēta vītne
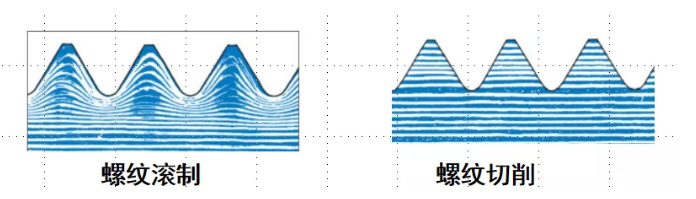
(3) Funkcijas:
• velmējot izveidotā vītne nesadalās un nenogriež oriģinālo metāla šķiedru;
• Augsta vītnes precizitāte;
• vītņotā dibena cietību un virsmas raupjumu uzlabo rūdīšana ar aukstu ekstrūziju;
• Tajā pašā laikā pastāv saspiešanas atlikušais spriegums, tāpēc bīdes izturība un stiepes noguruma izturība tiek palielināta par 30% - 100%, salīdzinot ar griešanas diegu. Tomēr pēc termiskās apstrādes aukstās apstrādes sacietēšanas un saspiešanas atlikušais spriegums izzudīs;
• piemērots masveida ražošanai;
• Vītņu velmēšanu var iedalīt velmēšanā pirms termiskās apstrādes un termiskajā apstrādē pirms velmēšanas;
(jāatzīmē, ka tad, kad materiāla cietība ir augstāka par hrc36, izejviela ir jānodedzina (42CrMo). Dažās nozarēs pirms vītņu velmēšanas nepieciešama termiskā apstrāde.
- Vītnes berzes process
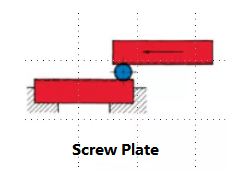
(1) Vītnes velmēšanas plāksnes velmēšana
Vītnes velmēšana ir vienas skrūves plāksnes nostiprināšana, un otra kustīga skrūves plāksne pārvietojas uz priekšu un atpakaļ, lai virzītu produktu kustībā. Skrūves sagatave tiek plastiski deformēta, presējot, lai izveidotu nepieciešamo vītni.
• Piemērots M1 ~ M30
• Precizitāte ir zemāka nekā vītņriteņa precizitāte, un efektivitāte ir augsta.
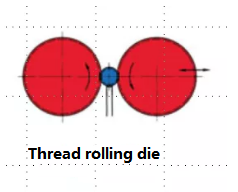
(2) Ritināšana ar stiepļu veltni
Vītņu velmēšanai jāizmanto divi atbilstošie skrūvju veltņi ar relatīvu pozitīvu rotāciju, izmantojot ekstrūziju, lai izveidotu izstrādājuma plastisko deformāciju, veidojot nepieciešamo vītni.
• Piemērots liela izmēra un gariem pavedieniem, piemērots pilnam stieņa pavedienam.
• Precizitāte ir augstāka.
• Ražošanas efektivitāte ir salīdzinoši zema.
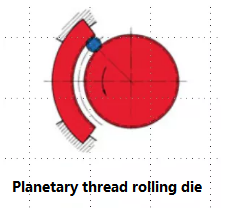
(3) Planētu vītņu velmēšanas forma
Loka vītnes plāksne nepārvietojas, skrūvju veltnis griežas lielā ātrumā, izspiežot skrūves sagatavi
• Piemērots maziem izmēriem (mašīnskrūves tips)
• Augsta ražošanas efektivitāte
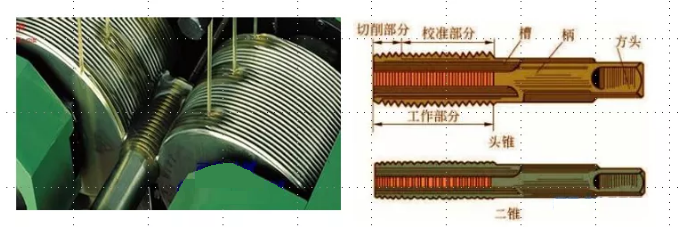
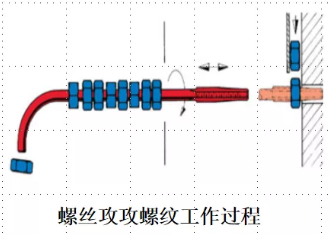
- Iekšējā vītnes krāna griešanas metode
• Iekšējās vītnes apstrādē tiek izmantots pieskāriens, lai piesietu uzgriezni, lai sagrieztu vītni. Lai uzlabotu griešanas apstākļus, pieskaroties, ir nepieciešama pareiza eļļošana.
• Uzgriežņa iekšējās vītnes precizitāte ir atkarīga no skrūvju pieskaršanās precizitātes, materiāla, ātruma un eļļošanas.
• Karstā cinkošanas palielinātais vītne attiecas uz skrūvējamā krāna soļa diametra palielināšanos.
Izlikšanas laiks: Dec-04-2020