




Trådbearbetningselement
- Gängvalsningsprocess
(1) Formningsprincip för rullande tråd
Trådrullning är en process med plastisk deformation, vilket är att pressa toppen av trådrullhjulet eller trådrullningsplattan i det tomma materialet i delar vid rumstemperatur så att alla material längst ner på tråden pressas till toppen av trådtanden för att bilda tråden på delen.
Den rullande tråden bearbetas enligt principen om oföränderlig volym, så trådens noggrannhet är relaterad till storleken på skruvämnet.
(2) Bearbetningsmetod
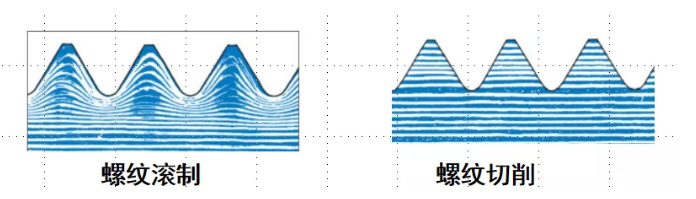
Trådskärning Valsad tråd
(3) Funktioner:
• Tråden som bildas genom valsning flisar inte av och skär av originalfibern;
• Hög trådprecision;
• Hårdheten och ytjämnheten hos den gängade botten förbättras genom härdning av kallpressning;
• Samtidigt finns det återstående kompressionsspänning så att skjuvhållfastheten och draghållfastheten ökar med 30% - 100% jämfört med skärtråden. Efter värmebehandling försvinner emellertid härdningen och kompressionsresterna av kallbearbetningen;
• Lämplig för massproduktion;
• Trådvalsning kan delas in i valsning före värmebehandling och värmebehandling före valsning;
(det bör noteras att när materialets hårdhet är högre än hrc36, bör råmaterialet glödgas (42CrMo). Vissa industrier kräver värmebehandling innan trådvalsning.)
- Tråd gnugga processen
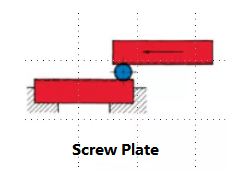
(1) Rullande av trådvalsplatta
Trådrullning är att fixa en skruvplatta, och en annan rörlig skruvplatta rör sig fram och tillbaka för att driva produkten i rörelse. Skruvämnet deformeras plastiskt genom extrudering för att bilda den önskade gängan.
• Lämplig för M1 ~ M30
• Precisionen är lägre än gängvalsens och effektiviteten är hög.
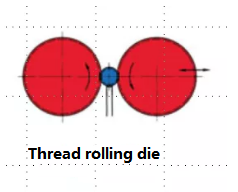
(2) Rullande med trådrulle
Trådvalsning är att använda två motsvarande skruvvalsar, relativt positiv rotation, med extrudering för att producera plastisk deformation av produkten för att bilda den önskade gängan.
• Lämplig för stor storlek och lång tråd, lämplig för hel tråd av stången.
• Noggrannheten är högre.
• Produktionseffektiviteten är relativt låg.
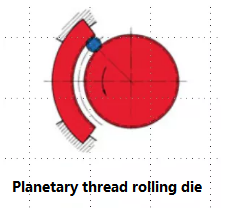
(3) Planetrådvalsvals
Bågtrådsplattan rör sig inte, skruvvalsen roterar med hög hastighet, extruderar skruvämnet
• Lämplig för liten storlek (maskinskruvtyp)
• Hög produktionseffektivitet
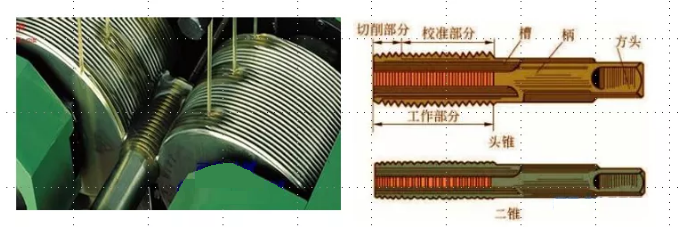
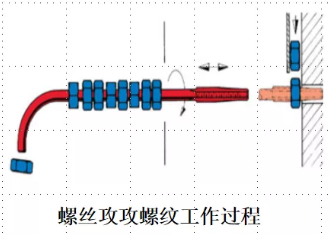
- Skärmetod för invändig gängkran
• Den interna gängbearbetningen använder kranen för att knacka i muttern för att skära av tråden. Korrekt smörjning krävs vid tappning för att förbättra skärförhållandena.
• Noggrannheten hos mutterns invändiga gänga beror på skruvavtappningsnoggrannhet, material, hastighet och smörjning.
• Den förstorade gängan av varmförzinkning avser ökningen av skruvkranens stigningsdiameter.
Inläggstid: Dec-04-2020